Running the numbers

The California Department of Transportation (Caltrans) is working towards going “all in” on intelligent compaction (IC).
IC is viewed as a means to improve contractor quality control on the compaction of asphalt pavements, thus leading to longer-lasting pavements. In addition, as the process becomes more refined, it also may ultimately allow for less state oversight on projects.
Caltrans first introduced IC as a pilot program on all cold in-place recycling (CIR) constructed surfaces in 2014. On some 2015 projects, Caltrans required IC on not only the CIR surface, but also on the hot-mix asphalt (HMA) overlay and some sole HMA projects. To date, 14 CIR surfaces have had IC and an additional 13 are in various stages of construction. HMA surfaces totaling 15 have been constructed incorporating IC, with another 21 in various stages of construction. Indications are Caltrans will, in short order, require IC on all CIR and HMA projects, and in the foreseeable future require IC on all subgrade, sub-base and base construction.
One strip at a time
IC is the process of measuring and recording roller operations in real time while mapping all roller parameters to a precise global positioning system (GPS) location. Initially, it was considered that the main component of an IC roller was the accelerometer that measures the stiffness response of a vibrating steel roller as it compacts a surface. Depending on the brand and type of IC system, a different stiffness value is measured. Regardless, they are all referred to as the intelligent compaction measurement value (ICMV). The initial goal was based upon the feedback of the ICMV to make automatic adjustments to the roller operating parameters so as to optimize compaction, increasing compaction where needed, while preventing overcompaction.
However, automatic roller adjustment is currently not a requirement on Caltrans’ IC projects. Most IC rollers currently in use are retrofitted and do not allow for automatic roller adjustment. In addition, roller manufacturers who provide factory-installed IC systems are still in various stages of development with respect to automatic roller adjustment and there is currently no consistent standard. However, the most significant reason is there is just not enough data yet to correlate an ICMV to compacted density. Several factors have an effect on the ICMV value including roller weight, operating speed, amplitude and frequency, as well as the properties of materials being compacted and the underlying soils, sub-bases and base properties. In addition, there is currently no way to calibrate ICMV values on a project or to control the depth at which the roller will record the ICMV. Therefore, Caltrans’ current specifications just require all the other components of IC equipment.
Caltrans’ specifications require IC rollers be equipped with an accelerometer to measure ICMVs, along with test strips constructed in an attempt to develop ICMV target values in correlation to the number of roller passes and with nuclear gauge readings. It is hoped that during the IC pilot stage, better correlation between the ICMV and density will be defined. Since pneumatic rollers currently do not have the capability to include vibration to the extent that an accelerometer can be installed and a stiffness or ICMV can be determined, they technically cannot be referred to as IC rollers.
However, Caltrans does require that the other components of an IC system be installed on pneumatic rollers. Within the specifications, rollers not equipped with stiffness-measuring capabilities but bearing other IC components are referred to as automatic machine guidance (AMG) rollers. All IC and AMG rollers must be able to map each pass at the center of the front drum or tires, so that the number of roller passes can be correlated to a target density or to verify that the specified number of passes are achieved.
Finally, infrared temperature sensors are required on both the front and rear of IC and AMG rollers to measure surface temperatures continuously throughout the compaction process. Although surface temperatures are not a true representative measurement of the mat temperature, the thought is that surface temperatures can be correlated with some possible job or mix-consistent bias, thus aiding in exposing wide temperature variations and alerting quality-control personnel to the need for making adjustments to the HMA asphalt plant, trucking and/or compaction operations.
The test strips currently required by Caltrans involve extensive data collection and testing. An IC test strip for both CIR and HMA is required to be constructed 500 ft in length on the first day of the project. Nuclear gauge testing must then be conducted in three random spots for each pass of the roller until the final pass, where seven additional testing locations for a total of 10 tests must be conducted. ICMV values are required to be recorded anywhere the vibrating steel roller is used during the compaction process. In the pilot stage, a final stiffness-recording steel-vibrating pass, using low frequency and low amplitude so as not to damage the mat, is required on all CIR test-strip surfaces. Depending on the surface being compacted and the number of roller passes necessary to obtain target density, as many as 50 to over 80 nuclear gauge compaction tests may be necessary within an IC test strip.
Current specifications require contractors to incorporate IC quality control into production compaction operations by requiring contractors to be within 20% of the ICMV value for HMA operations that are to be compacted to a specified density. Temperatures must be continuously mapped and recorded. The contractor must show via analysis that a minimum of 95% of the compacted surface area meets or exceeds the specified temperature for HMA surfaces. Finally, it must be demonstrated that at least 90% of both HMA and CIR surfaces have been compacted with at least the number of specified or optimum number of roller passes determined within the test strip. When any of the production requirements are not met, the contractor is required to take corrective action. Corrective action could mean adjusting compaction or other construction operations, or using additional nuclear gauge or core testing to verify that compaction densities have been met.
Since at this stage in the process IC is not used for acceptance, Caltrans does not reject any surface based upon IC measurement values.
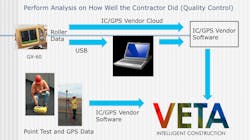
Figure 1. Illustration of a typical IC compaction data flow and analysis.
It’s all on file
Unfortunately, analysis currently is not able to be conducted in real time. The current standard is to import and analyze IC data from the various IC equipment suppliers and analyze all data in VETA, a standardized software tool developed by the Minnesota Department of Transportation (MnDOT) and the FHWA for geospatial data management, viewing, analysis and reporting. A typical IC compaction data flow and analysis is illustrated in Figure 1.
The analysis portion of the IC operations can be time consuming and confusing. The current reporting capabilities of VETA are not editable, with daily VETA reports for Caltrans’ projects approaching 1,000 pages in length. Therefore, to improve the overall IC process and reduce reporting requirements, Caltrans has developed a series of checklists and IC guidance procedures to aid a contractor. A completed checklist is required to be supplied by the contractor for each test strip or daily compaction production. The appropriate checklist must be provided to the resident engineer the following day of construction. Actual VETA program files are required to be provided electronically every three days following each test strip or day’s production. IC checklists and guidance procedures can be downloaded directly from Caltrans’ website.
VETA electronic IC-processed files can alert to precise locations of potentially weak spots, lower temperature areas or areas compacted with too little or too many roller passes. In addition, since each contractor’s quality control or state’s quality assurance test location is to have the GPS location recorded during construction, the post-construction VETA files also can be viewed to determine if the testing conducted best represents the constructed project. For example, testing has traditionally been conducted between roller pauses where roller patterns tend to be more uniform in pass coverage. IC can be used to pinpoint where roller transitions have resulted in passes far exceeding the intended number of passes.
Caltrans requires pre-mapping of the existing roadway for ICMVs prior to coring the roadway for CIR mix designs. Potentially soft areas can then be cored and dynamic cone penetrometer (DCP) testing conducted to verify if the potential soft spot identified will be an issue during construction. However, to pre-map the ICMVs of the existing roadway requires a roller be run in low-vibration amplitude and frequency mode, which causes equipment manufacturers consternation as to possible premature damage to rollers. Therefore, the value of pre-mapping is debated. Preliminary data indicates mixed results. Soft spots are identified, but many of the soft spots indicated during pre-mapping do not indicate a problem in the DCP test results.
A real possibility
IC can be a powerful quality control tool for a contractor who takes advantage of the real-time continuous monitoring that it provides. Temperature, stiffness and number of passes along with other roller-operating parameters such as speed, frequency and amplitude are displayed continuously on a colored display console that the roller operator can view, personalize and scroll through as well as set alerts so as to be notified if any value is outside of defined operating parameters. All roller data can then be downloaded manually via wire or USB transfer, or as is the case for most IC vendor systems, automatically uploaded to a cloud-based server that provides the added benefit of being able to be accessed and viewed in real time by quality control managers on laptops, digital devices and desktop computers. This allows the quality control manager to be able to view all roller operations at a remote location anywhere in the state where the server can be accessed.
The ability to view 100% of the compaction operations and to provide real-time feedback during construction is what makes IC attractive to the state. Contractors who embrace the technology will find certain aspects valuable in improving quality and minimizing potential repairs or replacements. However, IC is still a relatively new and evolving technology, and with all evolving technologies, improvements can and will be made in the future. But at this point, it is evident that in California the potential value in the roadway appears worth expanding its use.