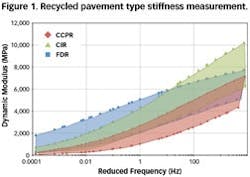
Part of the process

Pavement recycling processes can be effective for reducing the costs and environmental impacts of pavement rehabilitation and reconstruction.
However, the performance of these processes has been difficult to predict since the structural properties of the recycled materials are not well quantified nor are their failure mechanisms well understood, especially when compared to traditional hot or warm asphalt mixtures. Several recent research studies conducted by the Virginia Transportation Research Council (VTRC) and the University of Maryland (UMD) have addressed these issues.
Pavement recycling processes include: hot in-place recycling (HIR), cold recycling (CR) and full-depth reclamation (FDR). Cold recycling includes the processes cold in-place recycling (CIR) and cold central-plant recycling (CCPR). Pavement recycling processes have the advantage that the majority of the mixture can be produced from in-situ pavement materials or existing stockpiles of reclaimed asphalt pavement (RAP). In addition, approximately 90-100% of the mass of the mixture is not heated during these processes, greatly reducing fuel consumption and greenhouse-gas emissions as compared to traditional hot or warm asphalt mixtures. The most commonly used processes are CIR, CCPR and FDR and will be discussed further.
Recycled mixtures are produced using foamed asphalt or emulsified asphalt as bituminous recycling agents (for CIR and CCPR) or as stabilizing agents (for FDR). Emulsions and foaming are both methods for reducing the viscosity of the binder such that it can be mixed with cold aggregate or RAP particles, much in the way that heat is used to reduce the viscosity of asphalt binder during the production of hot and warm asphalt mixtures. Chemical additives also may be added to the mixture; examples include hydraulic cement, lime, fly ash or lime kiln dust. While chemical additives are often used to improve resistance to detrimental moisture effects and to increase early strength, it is not well understood whether the chemical additives contribute to the long-term stiffness and strength of the recycled mixture.
Experiencing some stiffness
The National Cooperative Highway Research Program (NCHRP) Project 9-51, Material Properties of Cold In-Place Recycled and Full-Depth Reclamation Asphalt Concrete for Pavement Design, is an effort to improve the industry’s knowledge of the structural properties of recycled materials. The objective of the study is to propose the material properties, test methods and distress models for pavements constructed using CIR, CCPR and FDR. In 2012, this study was awarded to a research team consisting of academics (UMD), agency researchers (VTRC) and industry experts (Wirtgen America and Colas Solutions). Cores from 24 pavement recycling projects across the U.S. and Canada were collected between 2013 and 2015. These core samples were then tested in the laboratory to determine the dynamic modulus and other properties of the field-produced and field-cured materials. The dynamic modulus test measures the material stiffness over the range of temperatures and loading frequencies expected in service. In addition, the rutting resistance of the core samples was measured using repeated load-permanent deformation tests.

Core samples from pavement recycling projects under study.
Key results of the testing as presented at the 2016 Transportation Research Board annual meeting in January included the following:
1) The stiffness of CIR, CCPR and FDR are more similar than previously thought at intermediate and higher temperatures (Figure 1). This greater similarity suggests that typical reduced structural layer coefficients or moduli values for FDR may be too conservative. The similarity also confirms a finding that VTRC published previously, which showed the stiffness values for CIR and CCPR produced from the same pavement recycling project were similar.
2) The presence of a chemical additive tended to increase the stiffness of the recycled materials and reduce the change in stiffness with changes in temperature although the differences were not statistically significant. From a stiffness perspective alone, the use of chemical additives may improve the performance of a recycled mixture. Since the cores collected for this study were obtained more than a year after construction, it is believed that this is a long-term improvement.
3) Using foamed asphalt as the recycling/stabilizing agent tended to result in a stiffer mixture at higher temperatures while using emulsified asphalt as the recycling/stabilizing agent tended to result in a stiffer mixture at lower temperatures. Although these differences were observed, they also were not statistically significant. This suggests that any performance differences between the two recycling/stabilizing agents should be minimal.
Looking at the two
Pavement performance for cold recycled vs. conventional HMA rehabilitation can be evaluated using the AASHTOware Pavement ME Design mechanistic-empirical design methodology. The UMD research team used this product to evaluate the performance of a recycled pavement design for high traffic volumes by studying two pavement scenarios.
The first was a recycled pavement with a CIR layer. It consisted of, from bottom to top, an A-7-5 subgrade, 12 in. of A-1-a granular base, 2 in. of remaining existing HMA, 5.5 in. of CIR, and a variable thickness (1.5-, 2-, 3- and 4-in.) HMA surface or wearing course. The structure of the second scenario is similar to the first except that the 5.5-in. CIR layer is replaced by a 4-in. conventional HMA layer. The thickness difference between the 5.5-in. CIR layer in the first scenario and the 4-in. HMA layer in the second scenario is consistent with the typical ratios of structural layer coefficients for these materials—0.32 for CIR vs. 0.40 for a base HMA. Traffic was constant at 9 million ESALs for all cases. The representative or “average” measured (so-called “Level 1”) dynamic modulus and repeated load-permanent deformation characteristics were used for all HMA and CIR materials.
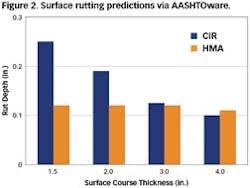
The surface rutting predicted by the AASHTOware Pavement ME Design methodology is summarized in Figure 2. Note that although Level 1 material properties for the HMA and CIR materials were used for these predictions, the calibration of the rutting model was based on the national default, which does not include any sections having recycled materials. For a thin 1.5-in. surface course, the predicted rutting in a section containing CIR was approximately twice that for the conventional HMA. This is attributed to the high stresses in the CIR layer under the relatively thin surface course. This discrepancy in rutting decreases with increasing surface course thickness and correspondingly reduced stresses in the CIR layer. For a surface course thickness of 3 in.—typical practice for a rehabilitated pavement having high traffic volumes—the CIR and HMA sections show nearly identical rutting performance.
It’s doing excellent
In 2011, the Virginia Department of Transportation (VDOT) completed construction on a section of I-81 using FDR, CIR and CCPR. The work was contracted to reconstruct a section of interstate that was constantly being repaired due to deterioration deep within the pavement structure. The performance of the project has been periodically monitored by VTRC to document the condition of a recycling project carrying high truck volumes (approximately 23,000 vehicles daily with about 28% trucks).
The most recent performance survey was conducted during the summer of 2015 after the project had carried an estimated 8 million equivalent single-axle loads (ESALs). The average rut depth was approximately 0.1 in. and the average ride quality, measured in terms of the International Roughness Index (IRI), was approximately 53 in. per mile in the left lane and 44 in. per mile in the right lane. According to VDOT criteria, this can be described as excellent ride quality.
Following the completion of the I-81 project, VDOT secured three track sections at the National Center for Asphalt Technology (NCAT) in 2012 that were constructed using pavement-recycling processes. The three track sections all incorporated CCPR materials produced from the millings used on the I-81 project. The work at NCAT was advantageous in that the traffic loading was accumulated quickly and that instrumentation was included to quantify the pavement response. Two sections contained CCPR over an aggregate base with two different asphalt overlay thicknesses (4 and 6 in.) while the third included CCPR over an FDR base with a 4-in. asphalt overlay. The FDR base was constructed by stabilizing existing aggregate and subgrade material with hydraulic cement.
After two years and 10 million ESALs, the three recycled test sections confirm the excellent performance of the recycled design. No deterioration was observed at the surface for any of the three sections. While this performance is certainly impressive, perhaps the most remarkable example has been the performance of the section having the FDR foundation. The ride quality and strain measured at the bottom of the surface asphalt layers were nearly unchanged after 10 million ESALs. In fact, the measured strain was found to decrease over time (when the effects of temperature were normalized), likely due to the continued curing of the cement-stabilized FDR layer. The measured strain values were similar to those sections tested in previous track cycles for perpetual performance and whose life spans exceeded 30 million ESALs.
When considering the entire pavement structure for this section, the combination of an FDR foundation, CCPR base layers and RAP in the surface layers gives a total recycled content of approximately 81%. These results suggest that a new or reconstructed pavement can be built using a very high recycled content (when considering the entire pavement structure) and still have excellent performance.
During the initial two-year test cycle, the three NCAT sections received 10 million ESALs. In October 2015, a second two-year test cycle began. The three VDOT recycled sections have been kept in service and will receive another 10 million ESALs during this second test cycle.
VDOT also recently began an accelerated pavement testing (APT) program in cooperation with the Virginia Tech Transportation Institute (VTTI). The first study, currently underway, is looking at the performance of test pavements constructed with a CCPR base and having thinner asphalt overlays (1.5 and 3 in.). The testing of these sections is just beginning and is expected to complement the results for the thicker overlays in the NCAT study.
Research conducted by UMD and VTRC is helping to increase the use of pavement recycling, thereby reducing costs and environmental impacts of pavement rehabilitation and reconstruction. The collaborative research efforts aim to better understand long-term performance by quantifying the mechanical properties of the recycled materials across different recycling processes as well as different recycling/stabilizing agents and additives. The research also provides insights into the deterioration of these materials such that their future performance can be better predicted. R&B